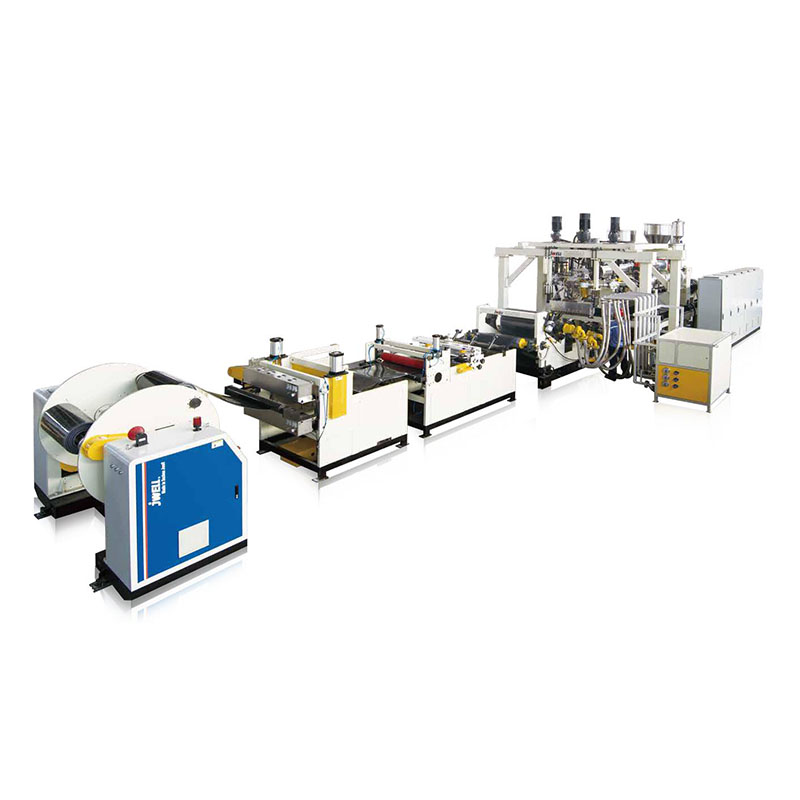
I-PP kanye ne-Calcium Powder Environmental Protection Sheet Extrusion Line
I-PP+CaCo3 i-extrusion ye-extrusion yeshidi yolayini
Ithuthukiswe inkampani ye-Jwell isebenzisa ama-extruder amathathu we-co-extrusion yezendlalelo ezi-3 noma ezi-4. Lo mugqa wamukela isikulufu esiklanywe sakamuva se-Jwell se-PP+CaCo3 kanye nedivaysi elawula ikhompuyutha ye-PLC kanye nedivayisi yokuhlonza ukushuba ngokuzenzakalelayo ukuze umshini ukwazi ukwandisa iphesenti le-CaCo3 ekukhiqizeni amashidi ukuze wehlise izindleko zeshidi kanye neshidi elikhiqizwayo. zuza izakhiwo ezinhle zomzimba kanye namakhono okucubungula okwengeziwe. Iwumshini weshidi othuthuke kakhulu eChina.
Ukucaciswa okuyinhloko kobuchwepheshe
|
Imodeli |
JW-120/100/45-1500 |
|
Ububanzi Bemikhiqizo |
1320 mm |
|
Ukujiya kwemikhiqizo |
0.3mm |
|
Isakhiwo sesendlalelo |
A/B/C/A |
|
Amandla |
800kg/h |
Qaphela: Imininingwane ingashintsha ngaphandle kwesaziso sangaphambili.
Ukuboniswa kwemikhiqizo eqediwe




Ukwakhiwa komshini we-plastic extrusion
Umshini oyinhloko womshini we-plastic extrusion yi-extruder, eyakhiwe uhlelo lwe-extrusion, uhlelo lokudlulisela kanye nesistimu yokushisa nokupholisa.
Isistimu ye-Extrusion
I-extrusion system ihlanganisa i-Extruder, i-Feeding system, i-Screen change, i-Metering pump, i-T-die. Ipulasitiki yenziwe ngepulasitiki ibe incibilike iyunifomu ngohlelo lwe-extrusion, futhi ikhishwa ngokuqhubekayo ngesikulufu ngaphansi kwengcindezi esungulwe kule nqubo.
I-Screw and Barrel: Iyingxenye ebaluleke kakhulu ye-extruder. Ihlobene ngokuqondile nebanga lohlelo lokusebenza kanye nokukhiqiza kwe-extruder. Yenziwe ngamandla aphezulu kanye nensimbi ye-alloy resistant corrosion.I-barrel ibambisana nesikulufu ukuze kuzuzwe ukuchotshozwa, ukuthambisa, ukuncibilika, ukwenza ipulasitiki, ukukhipha umoya kanye nokuhlanganisa ipulasitiki, futhi ngokuqhubekayo nangokufanayo idlulisela irabha ohlelweni lokubumba.
Isistimu yokondla: umsebenzi wayo ukuthutha ngokulinganayo izinhlobo ezahlukene zepulasitiki ku-hopper ye-extruder.
Ukushintsha isikrini: Umsebenzi wawo ukususa zonke izinhlobo zokungcola kupulasitiki
Iphampu yemitha:Ukuhlomisa iphampu phambi kwe-extruder, ukuhlola ingcindezi ngaphambi kwepompo nokulawula isivinini se-extrusion, okunganciphisa ukushayeka kanye nokudla okungajwayelekile futhi kuqinisekise ukuthi i-polymer ikhishwa kahle futhi ihanjiswa ngokuqhubekayo ekhanda lokufa. Igobolondo lepompo lamukela insimbi yensimbi yekhwalithi ephezulu futhi
igiya lisebenzisa insimbi ye-chrome ecinyiwe noma ezinye izinto zensimbi ezisezingeni eliphakeme eziqinisekisa ukusebenza kahle okuphezulu nokuvuza kobufakazi.
I-T-die: Umsebenzi we-T-die ukuguqula inyibiliko yepulasitiki ejikelezayo ibe ukunyakaza okuhambisanayo nomugqa, kwethulwa ngokulinganayo nangokushelelayo.
Isistimu yokudlulisela
Umsebenzi wesistimu yokushayela ukushayela isikulufu futhi unikeze itorque nesivinini esidingwa isikulufu kunqubo ye-extrusion. Ngokuvamile iqukethe injini, i-reducer kanye ne-bearing.
Idivayisi yokushisisa nokupholisa
Ukushisa nokupholisa yizimo ezidingekayo ukuze inqubo ye-plastic extrusion yenzeke.
1. I-extruder ngokuvamile isebenzisa ukushisa kukagesi, okuhlukaniswe ukushisa kokumelana nokushisa kwe-induction. Ishidi lokushisisa lifakwa emzimbeni, entanyeni nasekhanda. Isisetshenziswa sokushisisa sishisisa ipulasitiki kusilinda ngaphandle ukuze kwandiswe izinga lokushisa ukuze kufinyelele izinga lokushisa elidingekayo ekusebenzeni kwenqubo.
2. Idivayisi yokupholisa i-extruder isethwe ukuze kuqinisekiswe ukuthi ipulasitiki isezingeni lokushisa elidingwa inqubo. Ngokukhethekile, okokukhipha ukushisa okudlulele okukhiqizwa ukungqubuzana kwe-shear okubangelwa ukuzungezisa isikulufu, ukuze kugwenywe izinga lokushisa libe phezulu kakhulu ukwenza ipulasitiki ibole, ishe, noma umumo ube nzima. Ukupholisa umgqomo kuhlukaniswe izinhlobo ezimbili: ukupholisa amanzi nokupholisa umoya. Ngokuvamile, ama-extruder amancane naphakathi nendawo afaneleka kakhulu ukupholisa umoya, futhi amakhulu kakhulu apholile ngamanzi noma ahlanganiswe nezinhlobo ezimbili zokupholisa.
Izigaba zemikhiqizo
-

I-HDPE Evundlile Yodonga Oluphindwe Kabili Ipayipi Lepayipi...
-

I-PVC eyinhlanganisela yesikhumba umshini wesikhumba extrusion
-

I-EVA/POE/TPO Ishidi Lokuvikela I-Automotive Soundproof Extrusi...
-

Ishidi Elisobala le-PVC kanye ne-Rigid Sheet Extrusion...
-

Umshini Wokukhipha Ifilimu ye-TPU /Hot Melt Film
-

5G Radome Extrusion Machine





